 jbo竞博(中国)科技有限公司官网jbo竞博(中国)科技有限公司官网
jbo竞博(中国)科技有限公司官网jbo竞博(中国)科技有限公司官网
更环保更安全
流程严谨、匠心工艺
高出平均寿命30%

塑胶跑道又称全天候田径运动跑道,它由聚氨酯预聚体、混合聚醚、废轮胎橡胶、EPDM橡胶粒或PU颗粒、颜料、助剂、填料组成。...
详情 >>
塑胶跑道又称全天候田径运动跑道,它由聚氨酯预聚体、混合聚醚、废轮胎橡胶、EPDM橡胶粒或PU颗粒、颜料、助剂、填料组成。...
详情 >>
塑胶跑道又称全天候田径运动跑道,它由聚氨酯预聚体、混合聚醚、废轮胎橡胶、EPDM橡胶粒或PU颗粒、颜料、助剂、填料组成。...
详情 >>
塑胶跑道又称全天候田径运动跑道,它由聚氨酯预聚体、混合聚醚、废轮胎橡胶、EPDM橡胶粒或PU颗粒、颜料、助剂、填料组成。...
详情 >>
塑胶跑道又称全天候田径运动跑道,它由聚氨酯预聚体、混合聚醚、废轮胎橡胶、EPDM橡胶粒或PU颗粒、颜料、助剂、填料组成。...
详情 >>
塑胶跑道又称全天候田径运动跑道,它由聚氨酯预聚体、混合聚醚、废轮胎橡胶、EPDM橡胶粒或PU颗粒、颜料、助剂、填料组成。...
详情 >>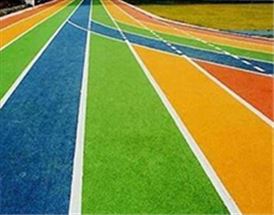
近来有很多人问塑胶跑道用什么胶水的问题,此处为大家解答下,一般塑胶跑道上的红色颗粒一般用的是喷面胶水和色浆。1,塑胶跑道...

塑胶球场的主要材料双组份聚氨酯浆料、单组份聚氨酯胶水、PU颗粒、硅PU颗粒、EDPM颗粒、黑色废轮胎颗粒等。塑胶球场特性...

据新华社北京3月20日电(杜丁岳瑞芳)“校园塑胶跑道是否存在有毒物质”的争论终于有了新说法。北京市教委“塑胶跑道毒性危害...

市教委等部门上周公布调查结果:“校园塑胶跑道基本无害” 市政协委员还是有担忧:该物有“热”污染———本报讯记者昨天从北京...

工程设计:1、400m塑胶主跑道:本工程位于启悟中学内,田径场地为400米标准跑道,共为8道,每道宽1.220米,内跑道...
日前,北京传出消息,学校塑胶跑道可能会释放有毒气体,我市环保专家日前提醒学生,夏季不要在塑胶跑道上长时间逗留。据北京青年...
2020-09-19国内片材地板蓬勃发展,特别是塑胶地板,出口量逐年增长,塑胶跑道品牌但可以叫得响的地板品牌却是寥若晨星,而形成强烈对比的是...
2020-09-19伦敦奥运会田径比赛开赛以来,各项记录和个人较好成绩被不断刷新。除了运动员的自己身的努力之外伦敦奥林匹克体育场安装的新型跑...
2020-09-19随着社会的发展,人们生活水平的不断提高,对健康消费的需求日旺,许多学校、居民小区纷纷铺装上了塑胶跑道运动场。那么,与传统...
2020-09-19







 电话咨询
电话咨询 现场勘查
现场勘查 提供样品施工
提供样品施工 施工计划
施工计划 签订合同
签订合同 进场施工
进场施工 做良心产品,做放心工程
做良心产品,做放心工程 